|
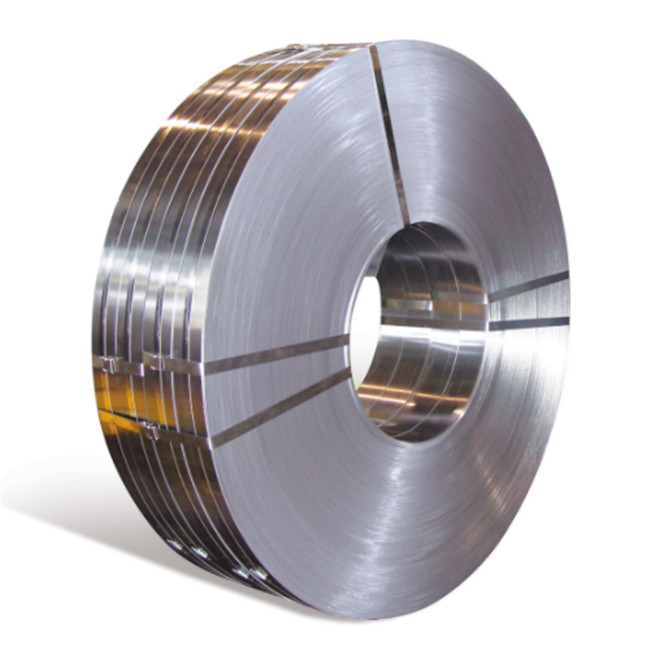
Ürün ayrıntıları:
|
| Seviye: | SK4 | Özellik: | soğuk haddelenmiş |
|---|---|---|---|
| Şekil: | Çelik Şerit | Teslimat durumu 2: | Soğuk haddelenmiş + yumuşak tavlanmış : G |
| yüzey durumu: | parlak, gri-mavi, cilalı, cilalı ve renk temperli | Biçim: | Çelik Rulo şeritler |
| Vurgulamak: | SK95 Soğuk olarak yuvarlanmış çelik şeridi,SK4 Soğuk lastikli çelik şeridi,SK4 cilalı yaylı çelik şeridi |
||
Yaylar, spiral yaylar, örgü iğneleri, boynuzlar, ölçüm bantları, yıkayıcılar, nokta yazıcıları, aralıklayıcılar ve çeşitli levha yayları.
İşlenebilirliği, sertleşme kabiliyeti, ürün performansı, uygun maliyeti ve diğer özellikleri nedeniyle, karbon alet çelikleri en yaygın olarak kullanılan soğuk valye özel çelik şeritleridir.
Karbon alet çeliği, bıçaklar, kesme aletleri,ve düzenli yaylar da dahil olmak üzere esneklik ve sertlik gerektiren uygulamalar için düzenli aletler, spiral yaylar, örgü iğneleri, boynuzlar, ölçüm bantları ve yıkayıcılar.
Karbon alet çeliklerinin (SK2, SK4, SK5, SK6 ve SK7) ve karbon çeliklerinin (S15C, S45C, S50C, S55C,ve S60C) Özel Çelikler ve Karbon Çelikler sayfasında referans ve karşılaştırma amacıyla sunulmaktadır..
İşlemden önce veya sonra çoğu SK sınıfının ısı ile tedavi edilmesi yaygındır.
FUSHUN'un SK sınıfları, ısı işleminden sonra optimum bir yüzey kabalığı üretmek için tasarlanmıştır, bu da siyah oksit işleminden sonra ideal bir ürün bitirmeyi sağlar.
Yüksek kalite ve güvenilirlik
Our ability to produce uniform strength and thickness tolerances that are impossible to achieve using regular materials allows us to manufacture products that demonstrate stable strength in spring applications.
Ayrıca, we can produce excellent fatigue resistance and reliability by adjusting material structure and by creating a high degree of cleanliness via the careful management of manufacturing history and the adjustment of chemical composition.
0,010 ila 0,099 mm arasında ultra ince levhalar üretebiliriz.
300 kg ağırlığında standart partiler üretebiliriz ve daha küçük partileri de danıştıktan sonra düşünmekten memnuniyet duyarız.
Sipariş üzerine ürünler yapıyoruz ve gerektiği gibi sertliği ayarlayabiliyoruz.
Yuvarlama işleminde kullanılan ruloyu değiştirerek parlak veya bulanık bir sonlandırma sunabiliriz. Gerekirse saç çizgisi sonlandırması da sağlayabiliriz (dış kaynaklı).
| Sınıf | Kalınlık (mm) | Genişlik (mm) |
| SK2 (SK120) | 0.010 ¢2.000 | 3 ¢300 |
| SK4 (SK95) | 0.010 ¢2.000 | 3 ¢300 |
| SK5 (SK85) | 0.010 ¢3.500 | 3 ¢300 |
| SK6 (SK75) | 0.010 ¢2.000 | 3 ¢300 |
| SK7 (SK65) | 0.010 ¢1.600 | 3 ¢300 |
| Adlandırma | Uluslararası Standart |
ABD | İngiltere | Almanya | Fransa | Rusya | Çin | Japonya |
| ISO | AISI SAE | BS | DIN | NF | Ülke ve Ülke Ülkeleri | GB | JIS | |
|
SK2 (SK120) |
TC120 | W1-111/2 | - | - | C120E3U | Y12 | T12 |
SK2 (SK120) |
|
SK4 (SK95) |
TC90 | W1-9 | - | - | C90E2U | Y10 | T10 |
SK4 (SK95) |
|
SK5 (SK85) |
TC90 TC80 |
W1-8 | - | C80W1 |
C90E2U C80E2U |
Y8Γ Y9 |
T8Mn T9 |
SK5 (SK85) |
|
SK6 (SK75) |
TC80 TC70 |
W1-7 | - | C80W1 |
C80E2U C70E2U |
Y8 | T8 |
SK6 (SK75) |
|
SK7 (SK65) |
-
|
- | - | C70W2 | C70E2U | Y7 | T7 |
SK7 (SK65) |
| Türü | Adlandırma | Kimyasal bileşim (%) | |||||||
| C | Evet. | M | P | S | Kr | Ni | Diğerleri | ||
|
Özel çelik JIS G 3311 (4401)
|
SK2 (SK120) |
1.15 1.30 |
0.10 0.35 |
0.10 0.50 |
0 sterlin.030 | 0 sterlin.030 | 0 sterlin.30 | 0 sterlin.25 |
- Evet.25
|
|
SK4 (SK95) |
0.90 1.00 |
0.10 0.35 |
0.10 0.50 |
0 sterlin.030 | 0 sterlin.030 | 0 sterlin.30 | 0 sterlin.25 | ||
|
SK5 (SK85) |
0.80 0.90 |
0.10 0.35 |
0.10 0.50 |
0 sterlin.030 | 0 sterlin.030 | 0 sterlin.30 | 0 sterlin.25 | ||
|
SK6 (SK75) |
0.70 0.80 |
0.10 0.35 |
0.10 0.50 |
0 sterlin.030 | 0 sterlin.030 | 0 sterlin.30 | 0 sterlin.25 | ||
|
SK7 (SK65) |
0.60 0.70 |
0.10 0.35 |
0.10 0.50 |
0 sterlin.030 | 0 sterlin.030 | 0 sterlin.30 | 0 sterlin.25 | ||
| Sınıf |
yoğunluk g/cm3 |
Özel ısı J (kg·K) |
Termal genişleme katsayısı (0°C~100°C) 10-6/K |
Isı iletkenliği W/(m·K) |
Elektrik direnci μΩ·cm |
Young modülü N/mm2 |
| Özel çelik | 7.84 | 490 | 11.0 | 50.2 | 18 | 208000 |
1. Sertlik/çekiş gücü
Soğuk olarak yuvarlanmış özel çelikler normalde yuvarlanmış olarak (yuvarlanmış bir bitki ile) tedarik edilir.Ama en yumuşak kızartılmış bitikten en sert tamamen sertleştirilmiş bitime kadar değişen bitirme ile ürünleri tedarik edebilirizBu, gereksinimlerinize ve uygulamanıza en uygun bitirmeyi seçmenizi sağlar.
| Sınıf | Bitirme durumu | Sertlik testi | Çekim testi | |
| HV | Çekim gücü N/mm2 | Uzunluk % | ||
|
SK-2 (SK120) |
Sıvılandırılmış | 170 ¥210 | 520 ₹685 | 20 ¢32 |
| Deri geçmiştir. | 190 ¥230 | 570£715 | 10 ¢28 | |
| Dökülmüş | 250 ¥290 | 735 ¥980 | 2 ¢15 | |
| Tamamen sertleştirilmiş | 280 ¥320 | 835 ¥1080 | 1 ¢3 | |
|
SK4 (SK95) |
Sıvılandırılmış | 160 ¢200 | 490 ₹645 | 24 ¢35 |
| Deri geçmiştir. | 175 ¥215 | 540 ₹695 | 12 ¢32 | |
| Dökülmüş | 245 ¢ 285 | 725 ¥970 | 2 ¢15 | |
| Tamamen sertleştirilmiş | 270 ¥310 | 825 ¥1040 | 1 ¢4 | |
|
SK5 (SK85) |
Sıvılandırılmış | 150 ¥190 | 460 ¢ 625 | 26 ¢ 37 |
| Deri geçmiştir. | 170 ¥210 | 510 ¥685 | 15 ¢35 | |
| Dökülmüş | 240 ¢ 280 | 725 ¥930 | 3 ¢16 | |
| Tamamen sertleştirilmiş | 260 ¢ 300 | 805 ¢1000 | 1 ¢5 | |
|
SK6 (SK75) |
Sıvılandırılmış | 145 ¥185 | 440 ¥615 | 27 ¢38 |
| Deri geçmiştir. | 160 ¢200 | 490 ¢665 | 15 ¢35 | |
| Dökülmüş | 235 ¢ 275 | 715 ¥920 | 3 ¢16 | |
| Tamamen sertleştirilmiş | 255 ¢ 295 | 795 ¥990 | 1 ¢5 | |
|
SK7 (SK65) |
Sıvılandırılmış | 140 ¢180 | 410 ¢ 610 | 28 ¢39 |
| Deri geçmiştir. | 155 ¥195 | 460 ¢ 655 | 16 ¢36 | |
| Dökülmüş | 230 ¥270 | 705 ¥900 | 3 ¢17 | |
| Tamamen sertleştirilmiş | 250 ¥290 | 775 ¥970 | 1 ¢5 | |
| Tamamen sertleştirilmiş | 200 ¥240 | 655£735 | 1 ¢8 | |
Bitiş tanımları ve bitiş çizelgesi
FUSHUN aşağıdaki sonlandırma tanımlarını kullanır:
| Bitirme durumu | Bitirme yuvarlama azaltımı |
| Sıvılandırılmış | ️ (Yıkanmış olarak) |
| Derisi geçmiştir ( hafifçe yuvarlanmış) | % 5 kadar |
| Dökülmüş | %15%40% |
| Tamamen sertleştirilmiş | % 35 veya daha fazla |
Sertlik Tablosu
| Sınıf | Bitirme durumu (HV) | |||
| Sıvılandırılmış | Deri geçmiştir. | Dökülmüş | Tamamen sertleştirilmiş | |
| SK2 (SK120) | 170 ¥210 | 190 ¥230 | 250 ¥290 | 280 ¥320 |
| SK4 (SK95) | 160 ¢200 | 175 ¥215 | 245 ¢ 285 | 270 ¥310 |
| SK5 (SK85) | 150 ¥190 | 170 ¥210 | 240 ¢ 280 | 260 ¢ 300 |
| SK6 (SK75) | 145 ¥185 | 160 ¢200 | 235 ¢ 275 | 255 ¢ 295 |
| SK7 (SK65) | 140 ¢180 | 155 ¥195 | 230 ¥270 | 250 ¥290 |
2. Eğilebilirlik
1Dönmüş ürünler için bazen yuvarlanmış bir bitirme kullanılırken, normalde bu tür ürünler için ısıtılan veya deriden geçen bir bitirme kullanırız.
2Çelik şeritlerin genel olarak yönsel özellikleri vardır.yuvarlama yönüne paralel bükülmekten kaçınmak daha iyidir.Bu nedenle, bükme yönünün yuvarlama yönüne dik veya çapraz olmasını sağlayacak bir düzen düşünülmelidir.
3Kesim, tıraş veya işleme sonrası, eğer bir bükülme yapılırsa, bükülmüş yüzeyin dış yüzeyinde olması durumunda, çatlaklar bükülmüş kenardan yayılabilir.burred yüzey bükülmeyecek bir bölüm üzerinde olması için konumlandırılmalıdır, veya bükmeden önce burrs çıkarılmalıdır.
4Bükme sırasında, kaynak geri, malzemenin işlenme ve bitirme derecesine göre farklılık gösterir.
5Bükülebilirlik, sınıf ve işleme koşullarına göre farklılık gösterir, ancak aşağıda gösterildiği gibi farklı işleme koşullarına sahip malzemeleri işlemek mümkündür.
(Bu koşullar esas olarak SK5 veya daha düşük sınıfı düşük karbonlu çelik şeritleri için geçerlidir)
3Çekicilik
Küçük çizim işlemleri hariç, ürünün genellikle tüm yönler için aynı çekim kabiliyetine sahip olması gerekir. Bu nedenle, kızartılmış veya deri geçişli bir sonlandırma ile ürünler kullanılır.
Soğuk lastikli özel çelik şeritleri yumuşak çeliklerin olduğu gibi önemli sedye gerilme izlerine duyarlı olmasa da, düşük bir çekim sınırına sahiptir.Aralıklı kızartma yapıyoruz., ve sonra ürünü yeniden çizin.
Normal düz bir sayfa çizmek için 0.4 ve yeniden çizmek için 0.6 çizim hızı kullanıyoruz.
Çekim oranı = d/D
d = çizilecek ürünün çapı, D = çizimden önce dairesel levhanın çapı
Referans: Çekim gücünün yaklaşık olarak hesaplanması için formül
P = ndtσBm
Not: t = kalınlık, m = düzeltme faktörü (genellikle 0.4~1.0), σB = malzemenin germe dayanıklılığı
Isı işleme
| Sınıf | Öldürme sıcaklığı (°C) |
| SK4 (SK95) | 790850 yağ söndürme (760820 su söndürme) |
| SK5 (SK85) | 790850 yağ söndürme (760820 su söndürme) |
| SK6 (SK75) | 790850 yağ söndürme (760820 su söndürme) |
| SK7 (SK65) | 790850 yağ söndürme (760820 su söndürme) |
| SKS51 | 790850 yağ söndürme (760820 su söndürme) |
1. Sıcaklık işleme genel bakış
Neredeyse tüm soğuk olarak yuvarlanan özel çelik şeritleri, uygulamaya bağlı olarak uygun olarak söndürülür ve ısıtılır.
Bu ısı işleme işlemlerini gerçekleştirirken en önemli hususlar şunlardır:
(1) uygun koşulları kullanarak ürünü eşit derecede ısıtmak ve soğutmak,
(2) mümkün olduğunca dekarbürizasyon, ölçeklenme ve yüksek sıcaklıkta korozyon önlemek ve
(3) Sıfırlama deformasyonunu en aza indirecek bir söndürme yöntemi seçmek.
2Fırının ve malzemenin sıcaklığı
Isı işleme sırasında, ısı işleme fırının sıcaklığı ölçülür ve malzemenin ısıtıldığı sıcaklık olarak kullanılır.Bazen malzemenin gerçek sıcaklığı ile ölçülen fırın sıcaklığı arasında büyük bir fark veya varyasyon olabilir.Bu nedenle, sıcaklık özelliklerini iyice incelemek ve sıcaklığı kontrol etmek ve ısı işlemini buna göre değiştirmek gerekir.
3. Ön işleme ve atmosfer
Soğuk olarak yuvarlanan özel çelik şeritlerin işlenmesinde, karbon içeriği ne kadar yüksekse, karbürlenme daha kolay gerçekleşir.Yüksek sıcaklıklı ısıtma işlemlerinde, örneğin söndürme işlemlerinde risk daha büyük olur.Eğer malzeme kir veya yabancı maddelerle kirlenmişse yüksek sıcaklıkta korozyon meydana gelebilir.Bu nedenle, malzeme yüzeylerinin temizlenmesi ve ısı işleminden önce fırının atmosferi ayarlanması yoluyla önceden işlenmesi gerekir.. RX gazı söndürme sırasında standart fırın atmosferi olarak, temperasyon sırasında NX gazı olarak kullanılır, ancak N2, H2, AX gazları ve diğerleri de kullanılır.
Bazı durumlarda, malzemenin hava ile doğrudan temas etmemesi için nötr tuz banyo fırınları, metal banyo fırınları, fırın boruları, kasalar ve diğer ekipmanlar kullanılır.
4. Sıkkınlık.
Çoğu durumda, yukarıdaki tablodaki söndürme sıcaklık aralığının orta noktasının etrafındaki bir değer söndürme sıcaklığı olarak kullanılır.Bu sıcaklık, malzeme sınıfına bağlı olarak birkaç on saniye ile birkaç dakika arasında bir yerde korunur., boyutları, şekli, gerekli özellikleri ve söndürme yöntemi.Eğer söndürme sıcaklığı çok yüksekse veya çok uzun süre sürdürülürseÖte yandan, söndürme sıcaklığı çok düşükse veya yeterince uzun süre sürdürülmezse,ürün sertleşmez ve yumuşak noktalar ortaya çıkabilirBu nedenle uygun söndürme koşullarını seçmek önemlidir.
Normalde malzemelerin soğutması için yağ veya su kullanılır.ama söndürme deformasyonu ve çatlak gibi sorunlara daha duyarlıdırBu nedenle, bazı özel durumlar hariç, soğuk valye özel çelik bantlar için yağ söndürme kullanılır.
Dondurma deformasyonunun önlenmesi için, yağ sıcaklığı artırılır ve martempering yapılır.Şerit şekilleri veya basit şekiller için, dışkı söndürme, basın söndürme ve diğer yöntemler kullanılır.
5- Temperatör.
Saldırılmış malzemeler sertliklerine rağmen sertlikten yoksundurlar ve kırılgandırlar.Sıtma koşulları, test sonuçlarını göz önünde bulundurarak her malzemenin istenen özelliklerine bağlı olarak belirlenir., çelik sınıfının söndürme ve ısıtma özellikleri ve diğer faktörler.Uzun kalınlaştırma süresi, belirli durumlarda (özellikle sertlik gerektiğinde) kullanılır, çünkü kullanılan malzeme miktarı azdır ve kalınlaştırma işleri genellikle ardışık olarak yapılır.Bununla birlikte, çoğu üreticinin genellikle birkaç dakikadan uzun olmayan kısa bir temperasyon süresini kullandığı görülüyor.Eğer zaman kısa ise, sıcaklık biraz daha yüksek ayarlanır ve ürünler tekrar tekrar ısıtılır.Bununla birlikte, genel bir kural olarak, düşük sıcaklıkta uzun süre ısıtılan malzemeler, yüksek sıcaklıkta ısıtılanlardan daha sertlik gösterir.Bu nedenle, ısıtma fırını daha kısa yapmamak için dikkat edilmektedirTemperatörler, daha yüksek temperatör sıcaklıklarda ve daha kısa temperatör sürelerinde kullanılır.
Genel çelik sınıfları için söndürme ve ısıtma özellikleri aşağıdaki grafiklerde gösterilmiştir.
6. Dondurma
Malzemeler yumuşatmak veya deformasyonu kaldırmak için kızartılır.Yapı değiştirilebilir ve karbürlenme veya ölçeklendirme gerçekleşebilir., bu nedenle genellikle düşük tarafta bir sıcaklık seçmek tercih edilir. 600 ° C ∼ 700 ° C sıcaklık birkaç dakika ile 30 dakika arasında bir yerde korunur.Daha sonra malzeme yavaş yavaş yaklaşık 200°C'ye soğutulurTemperatür 200oC veya daha düşük olduğunda doğal olarak soğumasına bırakılabilir.
İlgili kişi: Ms. Florence Tang
Faks: 86-731-89853933